




Atliekant pelėsių bandymą, formavimo defektai dažnai įvyksta be tikslios prognozės, todėl geras pelėsių bandymo inžinierius turėtų turėti daug patirties, kad galėtų kuo greičiau nustatyti priežastį, nes išlaidos didėja kartu su įpurškimo mašina.
Čia mūsų komanda sukaupė šiek tiek patirties, jei šis pasidalijimas gali parodyti šiek tiek užuominą, kad būtų naudinga sprendžiant panašias problemas, būsime labai laimingi.
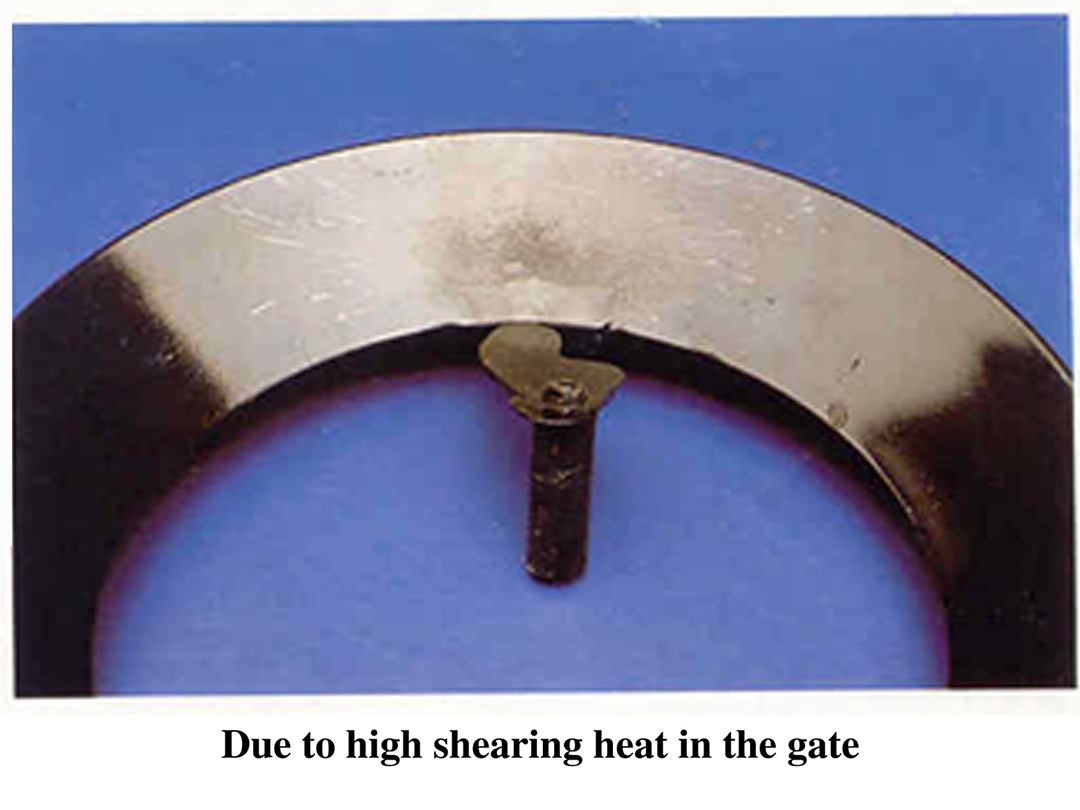
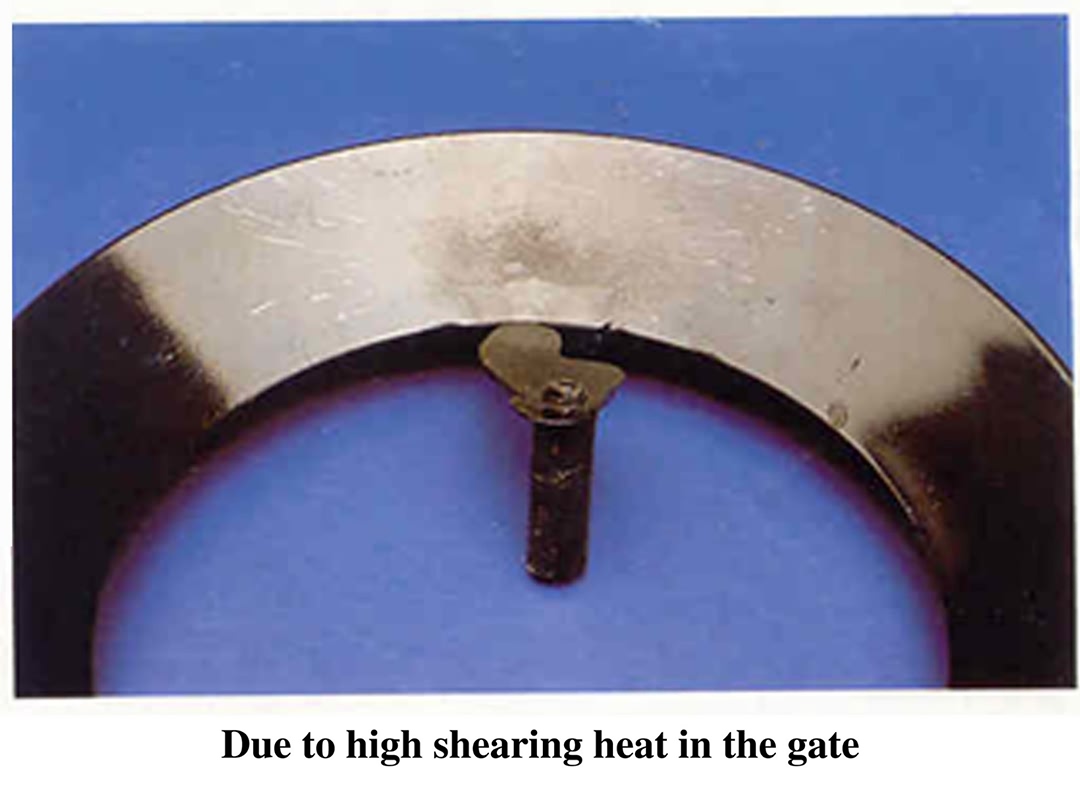
Čia kalbame apie tris ženklus: „Išdegimo žymės“, „Šlapios žymės“ ir „Oro žymės“.

Savybės:
·Periodiškai pasirodantis
·Atsiranda siauro skerspjūvio arba oro gaudyklės padėtyje
·Lydymosi temperatūra yra beveik viršutinė įpurškimo temperatūros riba
·Defektas turi tam tikrą poveikį sumažindamas presavimo varžto greitį
·Plastifikavimo laikas yra per ilgas arba per ilgai lieka prispaudimo varžto priekinėje srityje
·Perdirbtos plastikinės medžiagos gali būti naudojamos per daug arba medžiaga buvo keletą kartų ištirpusi anksčiau
·Atsiranda formoje su karšto bėgelio sistema
·Forma su uždarytu antgaliu (išjungtas purkštukas)
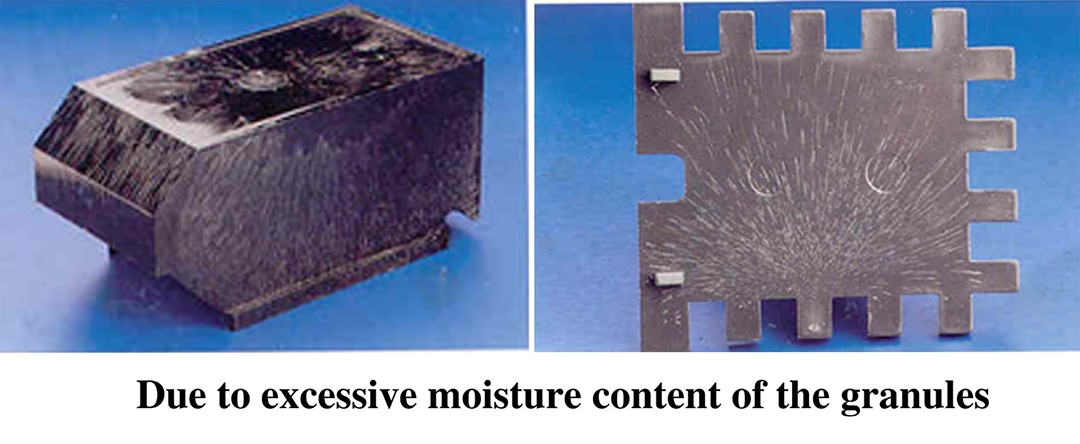
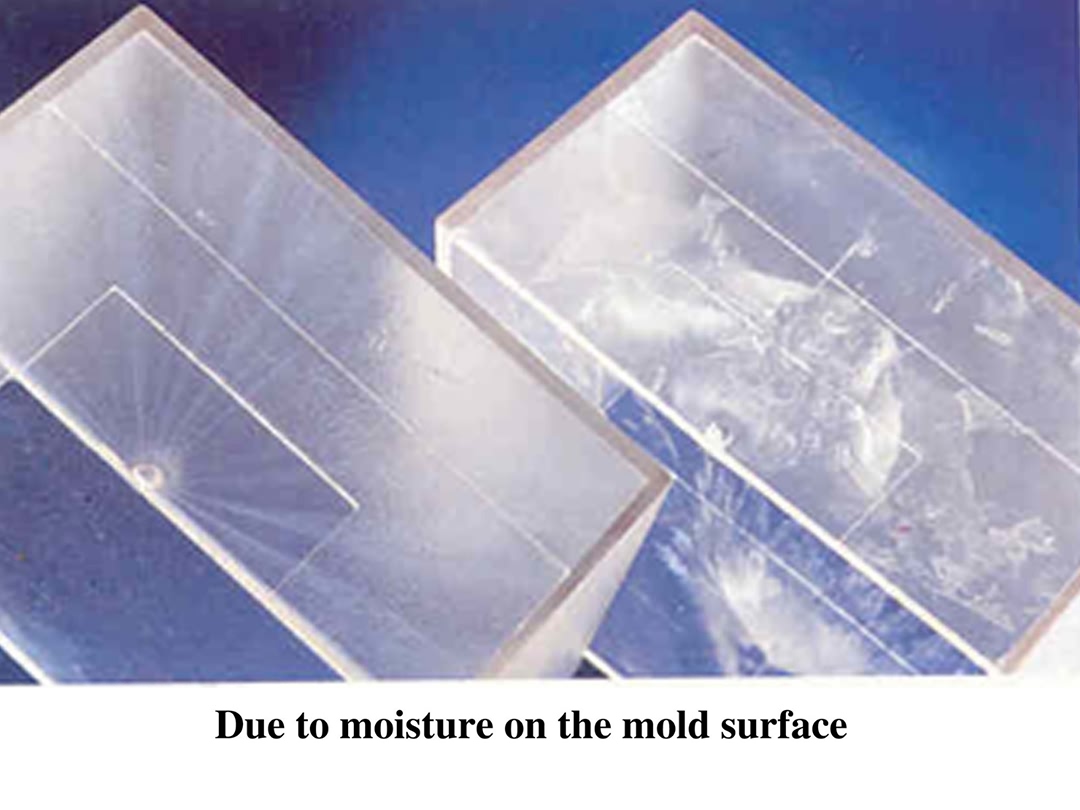
Savybės:
3. Oro žymės
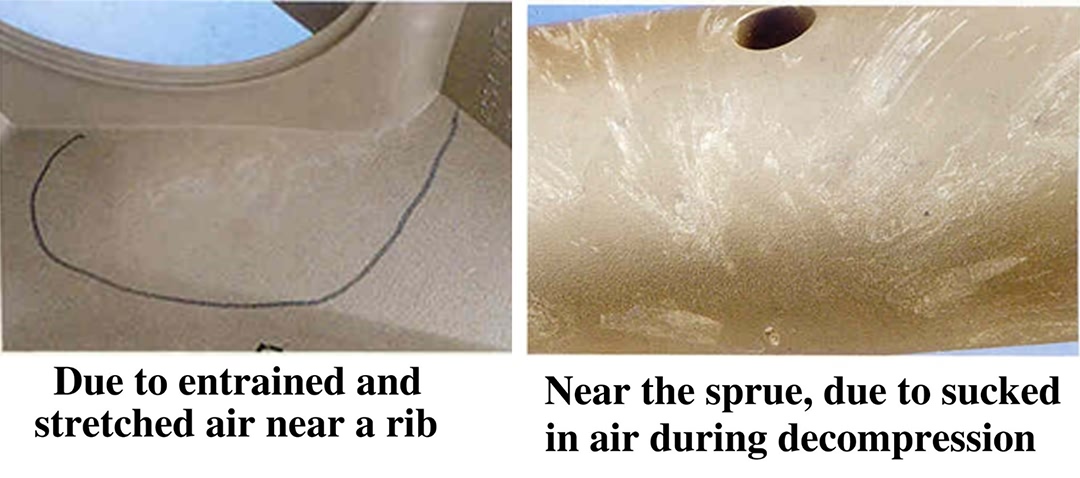
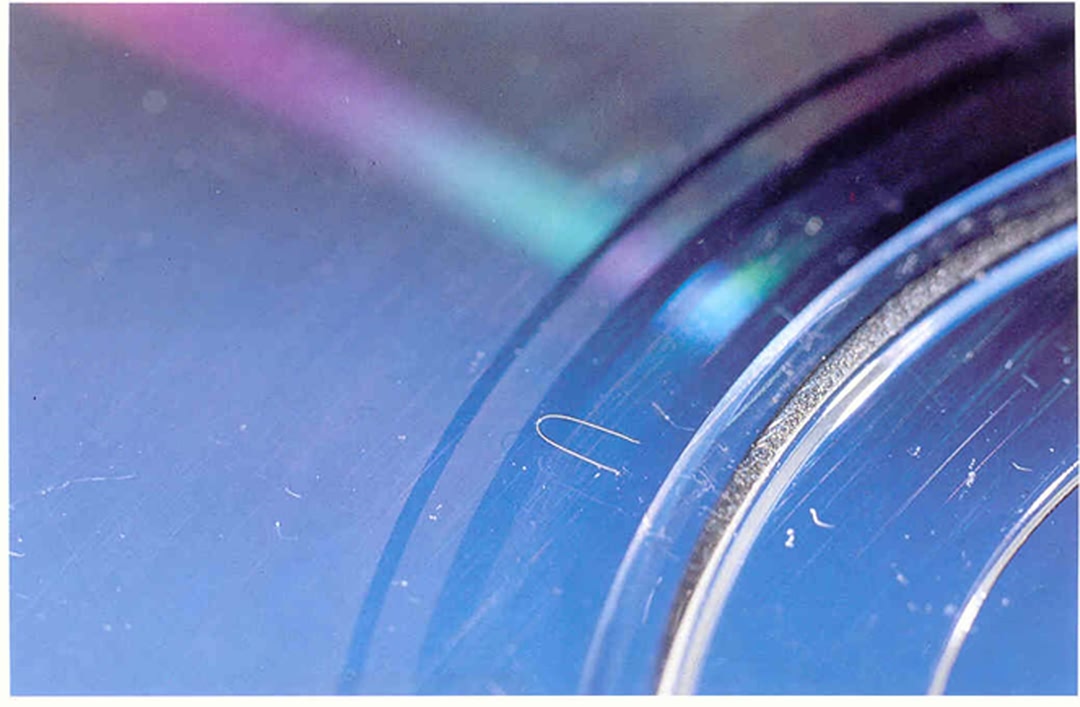
Apskritai oro ženklų formos yra grubios, sidabrinės arba baltos spalvos, dažnai atsiranda sferiniame/lenktame paviršiuje, briaunų/sienelės storio pasikeitimo srityse arba šalia antgalio, vartų įėjime dažniausiai atsiranda plonas oro žymių sluoksnis; Ant graviūros taip pat atsiranda oro žymių, pvz.: teksto graviravimas arba vietos įdubimas.
Išskyrus aukščiau nurodytus tipus, mes taip pat turime „stiklo pluošto žymes“ ir „spalvų žymes“ ant dalies paviršiaus. Taigi ateityje daugiau liejimo defektų patirtimi dalinsimės su brangiais linkedin draugais. Jei turite skirtingų nuomonių apie mano įrašą, prašome Praneškite man savo komentarus, nes kaip žinome, linkedin visada yra gera platforma dalytis, mokytis ir tobulėti!
Paskelbimo laikas: 2020-10-26